Агляд працэсу вытворчасці паўправаднікоў
Паўправадніковы працэс у асноўным уключае ў сябе прымяненне мікрафабрыкацыі і плёнкавых тэхналогій для поўнага злучэння мікрасхем і іншых элементаў у розных рэгіёнах, такіх як падкладкі і каркасы. Гэта палягчае выманне свінцовых клем і інкапсуляцыю пластыкавай ізаляцыйнай асяроддзем для фарміравання інтэграванага цэлага, прадстаўленага ў выглядзе трохмернай структуры, што ў канчатковым выніку завяршае працэс упакоўкі паўправаднікоў. Паняцце паўправадніковага працэсу таксама адносіцца да вузкага вызначэння ўпакоўкі паўправадніковых чыпаў. З больш шырокага пункту гледжання, гэта адносіцца да ўпаковачнай тэхнікі, якая прадугледжвае падключэнне і мацаванне да падкладкі, канфігурацыю адпаведнага электроннага абсталявання і стварэнне поўнай сістэмы з высокімі комплекснымі характарыстыкамі.
Працэс упакоўкі паўправаднікоў
Працэс упакоўкі паўправаднікоў уключае некалькі задач, як паказана на малюнку 1. Кожны працэс мае пэўныя патрабаванні і цесна звязаныя працоўныя працэсы, што патрабуе дэталёвага аналізу на практычным этапе. Канкрэтны змест наступны:
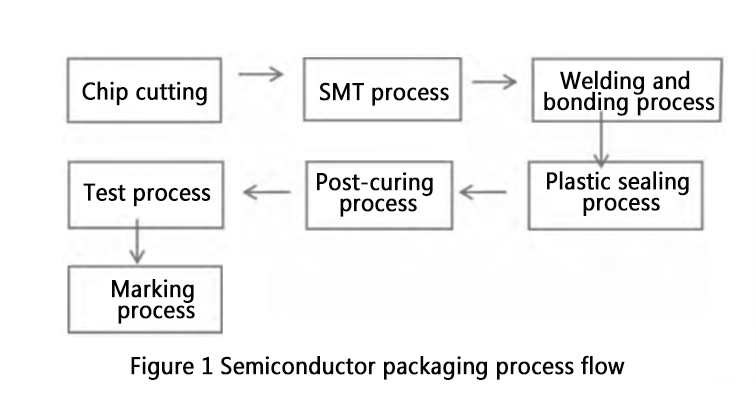
1. Нарэзка габлюшкі
У працэсе ўпакоўкі паўправаднікоў рэзка мікрасхем прадугледжвае наразанне крэмніевых пласцін на асобныя мікрасхемы і аператыўнае выдаленне крэмніевага смецця, каб прадухіліць перашкоды для наступнай працы і кантролю якасці.
2. Мантаж чыпа
Працэс мантажу чыпа накіраваны на тое, каб пазбегнуць пашкоджання схемы падчас шліфоўкі пласцін шляхам нанясення пласта ахоўнай плёнкі, паслядоўна падкрэсліваючы цэласнасць схемы.
3. Працэс склейвання правадоў
Кантроль якасці працэсу злучэння правадоў прадугледжвае выкарыстанне розных тыпаў залатых правадоў для злучэння злучальных пляцовак мікрасхемы з пляцоўкамі каркаса, забяспечваючы магчымасць падключэння мікрасхемы да знешніх ланцугоў і падтрымліваючы агульную цэласнасць працэсу. Звычайна выкарыстоўваюцца драты з легаванага золата і драты з легаванага золата.
Правады з легаванага золата: тыпы ўключаюць GS, GW і TS, прыдатныя для дугі з высокай (GS: >250 мкм), дугай сярэдняй і высокай (GW: 200-300 мкм) і дугай сярэдняй і нізкай (TS: 100-200 мкм) склейвання адпаведна.
Драты з легаванага золата: тыпы ўключаюць AG2 і AG3, прыдатныя для злучэння з нізкай дугой (70-100 мкм).
Варыянты дыяметра гэтых правадоў вар'іруюцца ад 0,013 мм да 0,070 мм. Выбар адпаведнага тыпу і дыяметра на аснове эксплуатацыйных патрабаванняў і стандартаў мае вырашальнае значэнне для кантролю якасці.
4. Працэс фармавання
Асноўная схема ў фармовачных элементах прадугледжвае інкапсуляцыю. Кантроль якасці працэсу фармавання абараняе кампаненты, асабліва ад знешніх сіл, якія выклікаюць розную ступень пашкоджання. Гэта ўключае ў сябе дбайны аналіз фізічных уласцівасцяў кампанентаў.
У цяперашні час выкарыстоўваюцца тры асноўныя метады: керамічная ўпакоўка, пластыкавая ўпакоўка і традыцыйная ўпакоўка. Кіраванне доляй кожнага тыпу ўпакоўкі мае вырашальнае значэнне для задавальнення глабальных патрэб у вытворчасці чыпаў. Падчас працэсу патрабуюцца ўсебаковыя здольнасці, такія як папярэдні нагрэў чыпа і свінцовай рамы перад інкапсуляцыяй эпаксіднай смалой, фармаваннем і зацвярдзеннем пасля формы.
5. Працэс пасля отвержденія
Пасля працэсу фармавання патрабуецца апрацоўка пасля зацвярдзення, засяродзіўшыся на выдаленні любых лішкаў матэрыялаў вакол працэсу або ўпакоўкі. Кантроль якасці неабходны, каб пазбегнуць уплыву на агульную якасць працэсу і знешні выгляд.
6. Працэс тэсціравання
Пасля таго, як папярэднія працэсы завершаны, агульная якасць працэсу павінна быць праверана з выкарыстаннем перадавых тэхналогій і сродкаў тэсціравання. Гэты этап прадугледжвае дэталёвы запіс даных з упорам на тое, ці нармальна працуе мікрасхема ў залежнасці ад узроўню яе прадукцыйнасці. Улічваючы высокі кошт выпрабавальнага абсталявання, вельмі важна падтрымліваць кантроль якасці на ўсіх этапах вытворчасці, уключаючы візуальны агляд і тэставанне электрычных характарыстык.
Тэставанне электрычных характарыстык: Гэта ўключае ў сябе тэставанне інтэгральных схем з дапамогай аўтаматычнага выпрабавальнага абсталявання і забеспячэнне правільнага падключэння кожнай схемы для электрычных выпрабаванняў.
Візуальны агляд: Тэхнікі выкарыстоўваюць мікраскопы для дбайнай праверкі гатовых упакаваных чыпаў, каб пераканацца, што яны не маюць дэфектаў і адпавядаюць стандартам якасці ўпакоўкі паўправаднікоў.
7. Працэс разметкі
Працэс маркіроўкі ўключае перадачу правераных чыпсаў на склад паўфабрыкатаў для канчатковай апрацоўкі, кантролю якасці, упакоўкі і адпраўкі. Гэты працэс уключае тры асноўныя этапы:
1) Гальванічнае пакрыццё: пасля фарміравання вывадаў наносіцца антыкаразійны матэрыял для прадухілення акіслення і карозіі. Звычайна выкарыстоўваецца тэхналогія нанясення гальванічнага пакрыцця, паколькі большасць вывадаў зроблены з волава.
2) Згінанне: апрацаваным вывадам затым надаюць форму, а паласу інтэгральнай схемы змяшчаюць у інструмент для фармавання вываду, кантралюючы форму вываду (тыпу J або L) і ўпакоўку для павярхоўнага мантажу.
3) Лазерны друк: нарэшце, сфармаваныя вырабы друкуюцца з дызайнам, які служыць спецыяльнай пазнакай для працэсу ўпакоўкі паўправаднікоў, як паказана на малюнку 3.
Праблемы і рэкамендацыі
Вывучэнне працэсаў упакоўкі паўправаднікоў пачынаецца з агляду паўправадніковых тэхналогій, каб зразумець іх прынцыпы. Затым вывучэнне працэсу ўпакоўкі накіравана на забеспячэнне дбайнага кантролю падчас аперацый з выкарыстаннем удасканаленага кіравання, каб пазбегнуць руцінных праблем. У кантэксце сучаснага развіцця вельмі важна вызначыць праблемы ў працэсах упакоўкі паўправаднікоў. Рэкамендуецца засяродзіцца на аспектах кантролю якасці, старанна асвойваючы ключавыя моманты для эфектыўнага павышэння якасці працэсу.
Аналізуючы з пункту гледжання кантролю якасці, падчас рэалізацыі ўзнікаюць значныя праблемы з-за шматлікіх працэсаў з пэўным зместам і патрабаваннямі, кожны з якіх уплывае на іншы. Падчас практычных дзеянняў неабходны строгі кантроль. Прымаючы дбайнае стаўленне да працы і прымяняючы перадавыя тэхналогіі, якасць працэсу ўпакоўкі паўправаднікоў і тэхнічны ўзровень можна палепшыць, забяспечваючы поўную эфектыўнасць прымянення і дасягаючы выдатных агульных пераваг (як паказана на малюнку 3).
Час размяшчэння: 22 мая 2024 г