Сотні працэсаў патрабуюцца, каб авафельныу паўправаднік. Адным з найважнейшых працэсаў з'яўляеццатручэнне- гэта значыць выразанне тонкіх узораў схемы навафельны. Поспех сттручэннепрацэс залежыць ад кіравання рознымі зменнымі ў межах зададзенага дыяпазону размеркавання, і кожнае абсталяванне для тручэння павінна быць падрыхтавана для працы ў аптымальных умовах. Нашы інжынеры па працэсе тручэння выкарыстоўваюць цудоўную тэхналогію вытворчасці, каб завяршыць гэты дэталёвы працэс.
Цэнтр навін SK Hynix узяў інтэрв'ю ў членаў тэхнічных каманд Icheon DRAM Front Etch, Middle Etch і End Etch, каб даведацца больш аб іх працы.
Пратручваць: Падарожжа да павышэння прадукцыйнасці
У вытворчасці паўправаднікоў тручэнне адносіцца да выразання ўзораў на тонкіх плёнках. Узоры распыляюцца з дапамогай плазмы для фарміравання канчатковага контуру кожнага этапу працэсу. Яго галоўная мэта - ідэальна прадставіць дакладныя ўзоры ў адпаведнасці з макетам і захаваць аднастайныя вынікі пры любых умовах.
Калі ў працэсе нанясення або фоталітаграфіі ўзнікаюць праблемы, іх можна вырашыць з дапамогай тэхналогіі селектыўнага тручэння (Etch). Аднак, калі ў працэсе тручэння нешта пойдзе не так, сітуацыю нельга змяніць. Гэта адбываецца таму, што адзін і той жа матэрыял не можа быць запоўнены ў выгравіраваны вобласці. Такім чынам, у працэсе вытворчасці паўправаднікоў тручэнне мае вырашальнае значэнне для вызначэння агульнага выхаду і якасці прадукту.
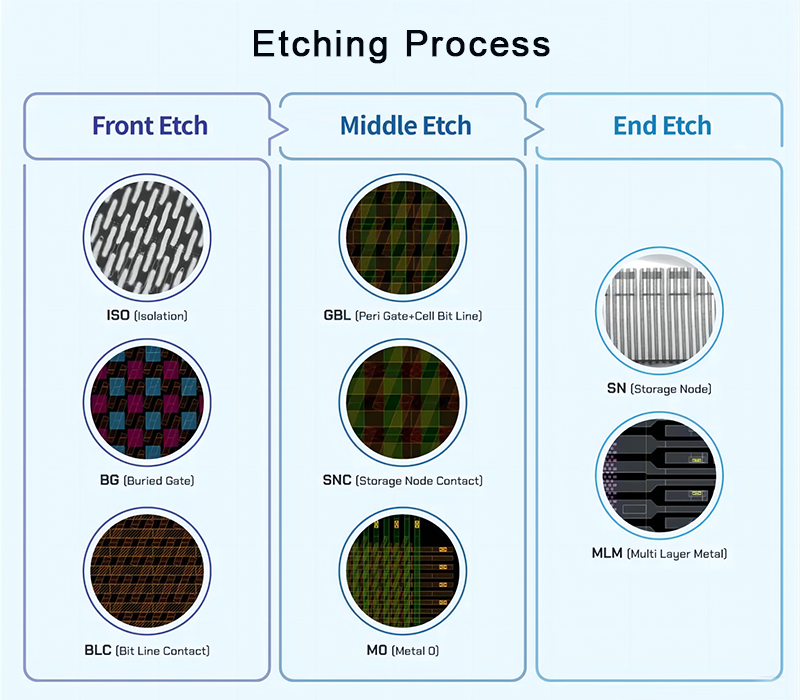
Працэс тручэння ўключае восем этапаў: ISO, BG, BLC, GBL, SNC, M0, SN і MLM.
Па-першае, этап ISO (ізаляцыя) тручыць (тручэнне) крэмній (Si) на пласціне для стварэння актыўнай вобласці ячэйкі. Этап BG (Buried Gate) фарміруе адрасны радок радка (Word Line) 1 і шлюз для стварэння электроннага канала. Далей этап BLC (кантакт бітавай лініі) стварае злучэнне паміж ISO і адрасным радком слупка (радок біт) 2 у вобласці ячэйкі. Этап GBL (Peri Gate+Cell Bit Line) адначасова створыць адрасны радок слупка ячэйкі і вароты на перыферыі 3.
Этап SNC (кантракт вузла захоўвання) працягвае ствараць сувязь паміж актыўнай вобласцю і вузлом захоўвання 4. Пасля этап M0 (Metal0) фарміруе кропкі злучэння перыферыйнага вузла S/D (вузел захоўвання) 5 і пункты злучэння паміж радком адраса слупка і вузлом захоўвання. Этап SN (Storage Node) пацвярджае ёмістасць блока, а наступны этап MLM (Multi Layer Metal) стварае знешні крыніца харчавання і ўнутраную праводку, і ўвесь інжынерны працэс тручэння (Etch) завершаны.
Улічваючы, што спецыялісты па тручэнні (Etch) галоўным чынам адказваюць за стварэнне ўзораў паўправаднікоў, аддзел DRAM падзелены на тры каманды: Front Etch (ISO, BG, BLC); Блізкі тручэнне (GBL, SNC, M0); End Etch (SN, MLM). Гэтыя каманды таксама падзелены ў залежнасці ад вытворчых пазіцый і пазіцый абсталявання.
Вытворчыя пасады адказваюць за кіраванне і ўдасканаленне працэсаў адзінкавай вытворчасці. Вытворчыя пазіцыі гуляюць вельмі важную ролю ў павышэнні ўраджайнасці і якасці прадукцыі з дапамогай зменнага кантролю і іншых мер па аптымізацыі вытворчасці.
Пасады абсталявання адказваюць за кіраванне і ўмацаванне вытворчага абсталявання, каб пазбегнуць праблем, якія могуць узнікнуць у працэсе тручэння. Асноўная адказнасць пазіцый абсталявання заключаецца ў забеспячэнні аптымальнай працы абсталявання.
Нягледзячы на тое, што абавязкі зразумелыя, усе каманды працуюць над агульнай мэтай - гэта кіраванне і паляпшэнне вытворчых працэсаў і адпаведнага абсталявання для павышэння прадукцыйнасці. З гэтай мэтай кожная каманда актыўна дзеліцца ўласнымі дасягненнямі і напрамкамі паляпшэння, а таксама супрацоўнічае для паляпшэння эфектыўнасці бізнесу.
Як справіцца з праблемамі тэхналогіі мініяцюрызацыі
У ліпені 2021 года SK Hynix пачала масавую вытворчасць прадуктаў LPDDR4 DRAM 8 Гб для тэхпрацэсу класа 10 нм (1a).
Схемы паўправадніковай памяці ўвайшлі ў эру 10 нм, і пасля ўдасканалення адна DRAM можа змясціць каля 10 000 ячэек. Такім чынам, нават у працэсе тручэння запас працэсу недастатковы.
Калі ўтварылася адтуліна (адтуліну) 6 занадта малая, яна можа выглядаць «неадкрытай» і блакаваць ніжнюю частку чыпа. Акрамя таго, калі ўтварылася адтуліна занадта вялікая, можа адбыцца «перамычка». Калі зазор паміж дзвюма адтулінамі недастатковы, адбываецца "пераадоленне", што прыводзіць да праблем узаемнай адгезіі на наступных этапах. Калі паўправаднікі становяцца ўсё больш удасканаленымі, дыяпазон значэнняў памераў адтулін паступова скарачаецца, і гэтыя рызыкі будуць паступова ліквідаваны.
Каб вырашыць вышэйзгаданыя праблемы, эксперты па тэхналогіі тручэння працягваюць удасканальваць працэс, у тым ліку мадыфікуючы рэцэпт працэсу і алгарытм APC7, а таксама ўкараняючы новыя тэхналогіі тручэння, такія як ADCC8 і LSR9.
Паколькі патрэбы кліентаў становяцца ўсё больш разнастайнымі, з'явілася яшчэ адна праблема - тэндэнцыя вытворчасці некалькіх прадуктаў. Каб задаволіць такія патрэбы кліентаў, аптымізаваныя ўмовы працэсу для кожнага прадукту неабходна ўсталяваць асобна. Гэта асаблівая задача для інжынераў, таму што ім неабходна зрабіць так, каб тэхналогія масавай вытворчасці адпавядала патрэбам як усталяваных умоў, так і розных умоў.
З гэтай мэтай інжынеры Etch прадставілі тэхналогію «APC offset»10 для кіравання рознымі вытворнымі на аснове асноўных прадуктаў (Core Products), а таксама стварылі і выкарыстоўвалі «сістэму T-index» для комплекснага кіравання рознымі прадуктамі. Дзякуючы гэтым намаганням сістэма пастаянна ўдасканальвалася, каб задаволіць патрэбы вытворчасці некалькіх прадуктаў.
Час публікацыі: 16 ліпеня 2024 г