Як мы ведаем, у галіне паўправаднікоў монакрышталічны крэмній (Si) з'яўляецца найбольш шырока выкарыстоўваным і самым вялікім у аб'ёме базавым паўправадніковым матэрыялам у свеце. У цяперашні час больш за 90% паўправадніковых прадуктаў вырабляюцца з выкарыстаннем матэрыялаў на аснове крэмнія. З ростам попыту на прылады высокай магутнасці і высокага напружання ў сучаснай энергетычнай сферы былі вылучаны больш жорсткія патрабаванні да ключавых параметраў паўправадніковых матэрыялаў, такіх як шырыня забароненай зоны, напружанасць электрычнага поля прабоя, хуткасць насычэння электронамі і цеплаправоднасць. Пры гэтай акалічнасці шыроказонныя паўправадніковыя матэрыялы прадстаўленыкарбід крэмнію(SiC) сталі ўлюбёнцам прыкладанняў з высокай шчыльнасцю магутнасці.
Як складаны паўправаднік,карбід крэмніюнадзвычай рэдка сустракаецца ў прыродзе і сустракаецца ў выглядзе мінерала муассанита. У цяперашні час практычна ўвесь карбід крэмнію, які прадаецца ў свеце, штучна сінтэзаваны. Карбід крэмнія мае такія перавагі, як высокая цвёрдасць, высокая цеплаправоднасць, добрая тэрмічная стабільнасць і высокае крытычнае электрычнае поле прабоя. Гэта ідэальны матэрыял для вырабу высакавольтных і магутных паўправадніковых прыбораў.
Такім чынам, як вырабляюцца сілавыя паўправадніковыя прылады з карбіду крэмнію?
У чым розніца паміж працэсам вытворчасці прылады з карбіду крэмнію і традыцыйным працэсам вытворчасці на аснове крэмнію? Пачынаючы з гэтага выпуску, «Рэчы праПрылада з карбіду крэмніяManufacturing” будзе раскрываць сакрэты адзін за адным.
I
Тэхналагічны працэс вырабу карбіду крэмнію
Працэс вытворчасці прылад з карбіду крэмнія ў цэлым падобны да працэсу вырабу прылад на аснове крэмнію, у асноўным уключаючы фоталітаграфію, ачыстку, легіраванне, тручэнне, фарміраванне плёнкі, станчэнне і іншыя працэсы. Многія вытворцы сілкавальных прылад могуць задаволіць вытворчыя патрэбы прылад з карбіду крэмнію, мадэрнізаваўшы свае вытворчыя лініі на аснове вытворчага працэсу на аснове крэмнію. Аднак спецыяльныя ўласцівасці матэрыялаў з карбіду крэмнію вызначаюць, што некаторыя працэсы ў вытворчасці прылад павінны абапірацца на спецыяльнае абсталяванне для спецыяльнай распрацоўкі, каб прылады з карбіду крэмнію вытрымлівалі высокае напружанне і вялікі ток.
II
Знаёмства з модулямі спецыяльнага працэсу карбіду крэмнію
Спецыяльныя тэхналагічныя модулі карбіду крэмнію ў асноўным ахопліваюць працэсы ін'екцыйнага легіравання, фарміравання варотнай структуры, марфалагічнага тручэння, металізацыі і станчэння.
(1) Ін'екцыйнае легіраванне: з-за высокай энергіі сувязі вуглярод-крэмній у карбідзе крэмнію атамы прымешак цяжка дыфузіююць у карбідзе крэмнію. Пры падрыхтоўцы прылад з карбіду крэмнію легіраванне PN-пераходаў можа быць дасягнута толькі іённай імплантацыяй пры высокай тэмпературы.
Легіраванне звычайна робіцца іёнамі прымешак, такіх як бор і фосфар, і глыбіня легіравання звычайна складае 0,1 мкм ~ 3 мкм. Высокаэнергетычная іённая імплантацыя разбурыць структуру рашоткі самога матэрыялу з карбіду крэмнію. Высокатэмпературны адпал неабходны для ліквідацыі пашкоджанняў рашоткі, выкліканых іённай імплантацыяй, і кантролю ўплыву адпалу на шурпатасць паверхні. Асноўнымі працэсамі з'яўляюцца высокатэмпературная іённая імплантацыя і высокатэмпературны адпал.
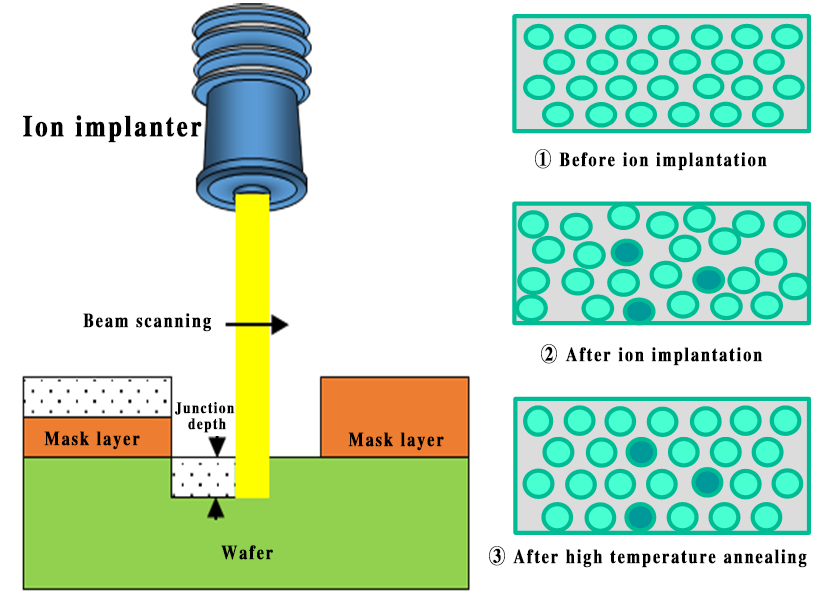
Малюнак 1. Прынцыповая дыяграма эфектаў іённай імплантацыі і высокатэмпературнага адпалу
(2) Фарміраванне структуры варот: Якасць інтэрфейсу SiC/SiO2 мае вялікі ўплыў на міграцыю канала і надзейнасць варот MOSFET. Неабходна распрацаваць спецыяльныя працэсы аксіду засаўкі і пасляакісляльнага адпалу, каб кампенсаваць абвіслыя сувязі на мяжы SiC/SiO2 са спецыяльнымі атамамі (напрыклад, атамамі азоту), каб адпавядаць патрабаванням прадукцыйнасці высакаякаснага інтэрфейсу SiC/SiO2 і высокай міграцыя прылад. Асноўнымі працэсамі з'яўляюцца высокатэмпературнае акісленне варотнага аксіду, LPCVD і PECVD.
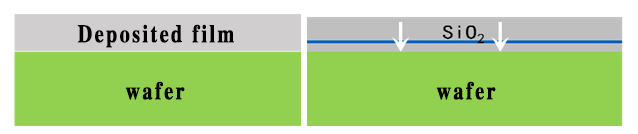
Малюнак 2. Прынцыповая дыяграма звычайнага асаджэння аксіднай плёнкі і высокатэмпературнага акіслення
(3) Марфалогія тручэння: матэрыялы з карбіду крэмнію інертныя ў хімічных растваральніках, і дакладны кантроль марфалогіі можа быць дасягнуты толькі метадамі сухога тручэння; Матэрыялы маскі, выбар тручэння маскі, змешаны газ, кантроль бакавіны, хуткасць тручэння, шурпатасць бакавіны і г.д. павінны быць распрацаваны ў адпаведнасці з характарыстыкамі матэрыялаў з карбіду крэмнію. Асноўнымі працэсамі з'яўляюцца нанясенне тонкай плёнкі, фоталітаграфія, карозія дыэлектрычнай плёнкі і працэсы сухога тручэння.
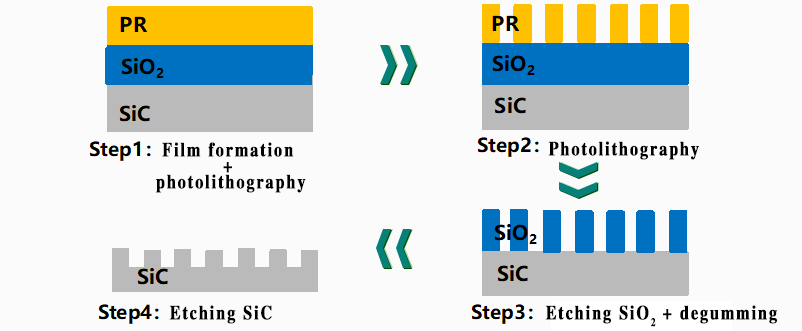
Малюнак 3. Прынцыповая дыяграма працэсу тручэння карбіду крэмнію
(4) Металізацыя: электрод крыніцы прылады патрабуе металу, каб утварыць добры омічны кантакт з нізкім супрацівам і карбідам крэмнію. Гэта патрабуе не толькі рэгулявання працэсу нанясення металу і кантролю стану мяжы падзелу кантакту метал-паўправаднік, але таксама патрабуе высокатэмпературнага адпалу для памяншэння вышыні бар'ера Шоткі і дасягнення амічнага кантакту метал-карбід крэмнія. Асноўнымі працэсамі з'яўляюцца магнетроннае распыленне металу, электронна-прамянёвае выпарэнне і хуткі тэрмічны адпал.
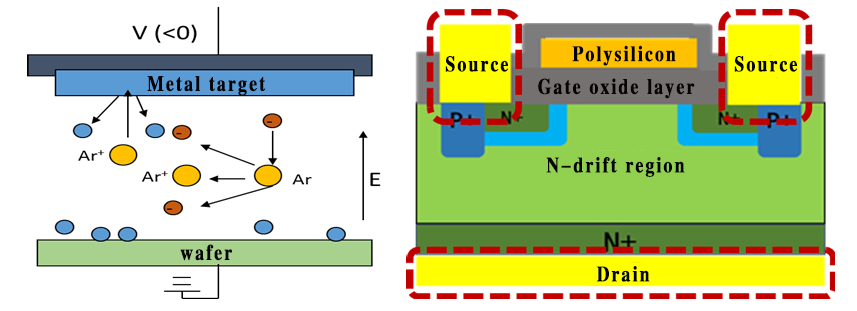
Малюнак 4. Прынцыповая схема магнетроннага распылення і эфекту металізацыі
(5) Працэс разрэджвання: матэрыял з карбіду крэмнія мае высокую цвёрдасць, высокую далікатнасць і нізкую ўстойлівасць да разбурэння. Працэс яго шліфавання можа выклікаць далікатнае разбурэнне матэрыялу, выклікаючы пашкоджанне паверхні пласцін і падпаверхні. Неабходна распрацаваць новыя працэсы драбнення, каб задаволіць вытворчыя патрэбы прылад з карбіду крэмнію. Асноўнымі працэсамі з'яўляюцца станчэнне шліфавальных дыскаў, прыліпанне і адслойванне плёнкі і г.д.
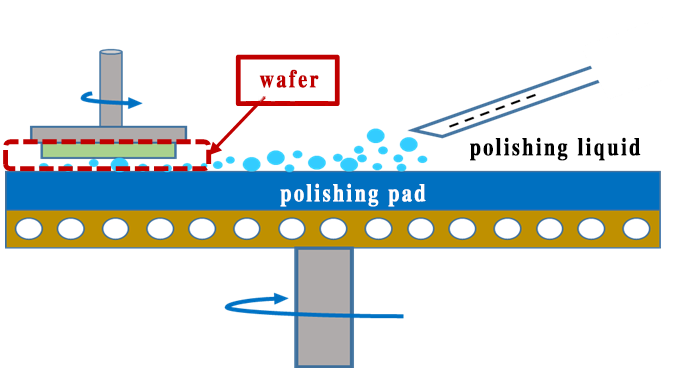
Малюнак 5. Прынцыповая дыяграма прынцыпу драбнення/разрэджвання пласцін
Час публікацыі: 22 кастрычніка 2024 г