Іонная імплантацыя - гэта метад дадання пэўнай колькасці і тыпу прымешак у паўправадніковыя матэрыялы для змены іх электрычных уласцівасцей. Колькасць і размеркаванне прымешак можна дакладна кантраляваць.
частка 1
Навошта выкарыстоўваць працэс іённай імплантацыі
У вытворчасці сілавых паўправадніковых прыбораў, P / N вобласць традыцыйнага легіраваннякрамянёвыя пласціныможа быць дасягнута шляхам дыфузіі. Аднак канстанта дыфузіі прымесных атамаў укарбід крэмніюнадзвычай нізкая, таму нерэальна дасягнуць селектыўнага легіравання працэсам дыфузіі, як паказана на малюнку 1. З іншага боку, тэмпературныя ўмовы імплантацыі іёнаў ніжэйшыя, чым у працэсе дыфузіі, і больш гнуткае і дакладнае размеркаванне легіравання можа фармавацца.
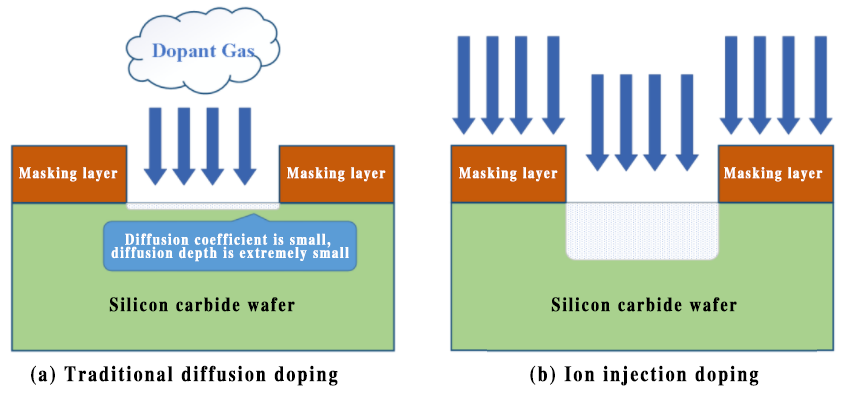
Малюнак 1. Параўнанне дыфузійных і іённа-імплантацыйных тэхналогій легіравання матэрыялаў з карбіду крэмнію
частка 2
Як дасягнуцькарбід крэмніюіённая імплантацыя
Тыповае абсталяванне для высокаэнергетычнай іоннай імплантацыі, якое выкарыстоўваецца ў працэсе вытворчасці карбіду крэмнію, у асноўным складаецца з крыніцы іёнаў, плазмы, аспірацыйных кампанентаў, аналітычных магнітаў, іённых пучкоў, паскаральных трубак, тэхналагічных камер і сканіруючых дыскаў, як паказана на малюнку 2.
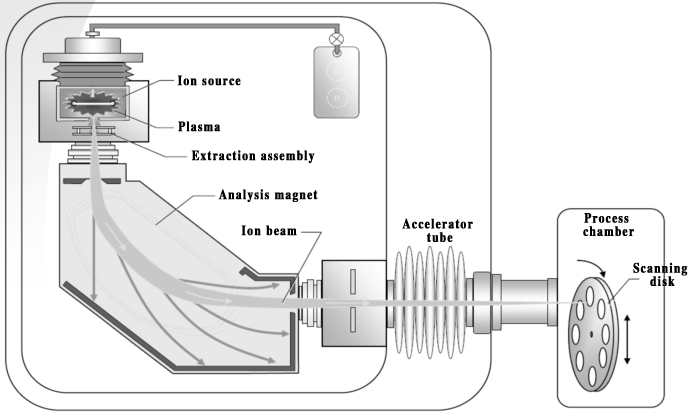
Малюнак 2. Прынцыповая дыяграма абсталявання для імплантацыі высокаэнергетычных іёнаў карбіду крэмнію
(Крыніца: «Тэхналогія вытворчасці паўправаднікоў»)
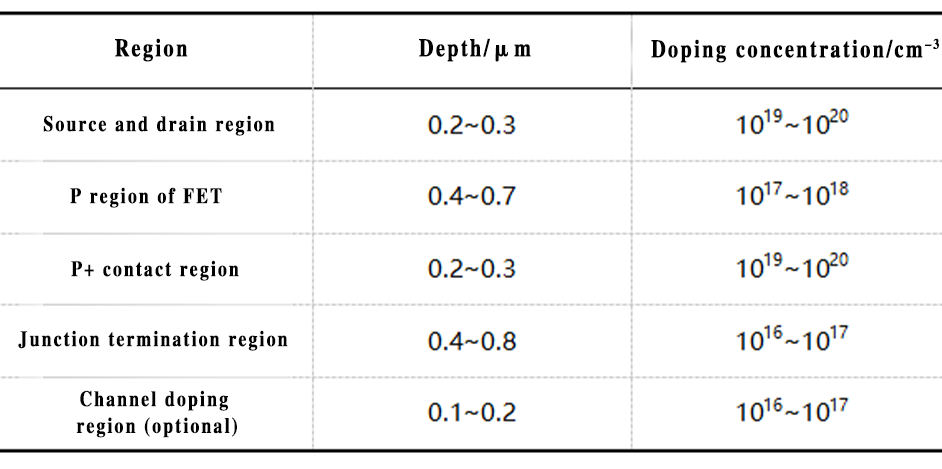
Імплантацыя іёнаў SiC звычайна праводзіцца пры высокай тэмпературы, што можа мінімізаваць пашкоджанне крышталічнай рашоткі, выкліканае іённай бамбардзіроўкай. ДляПласціны 4H-SiC, вытворчасць абласцей N-тыпу звычайна дасягаецца шляхам імплантацыі іёнаў азоту і фосфару, і вытворчасцьП-тыпабласцей звычайна дасягаецца імплантацыяй іёнаў алюмінія і іёнаў бору.
Табліца 1. Прыклад селектыўнага легіравання ў вытворчасці прылад SiC
(Крыніца: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
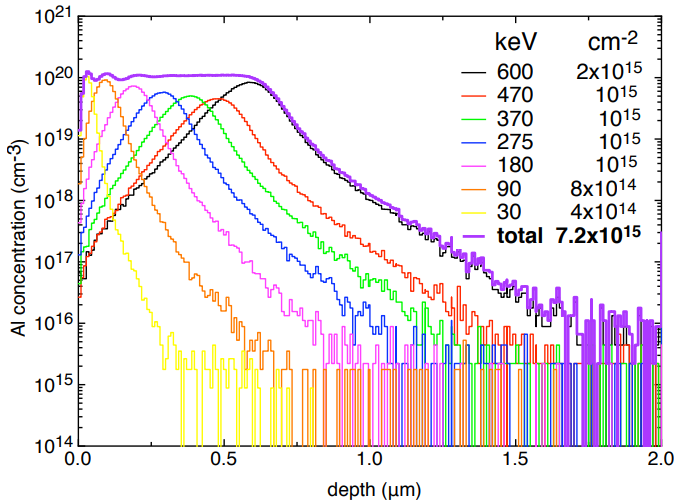
Малюнак 3. Параўнанне шматступеньчатай энергетычнай іоннай імплантацыі і размеркавання канцэнтрацыі допінгу на паверхні пласціны
(Крыніца: G.Lulli, Уводзіны ў іённую імплантацыю)
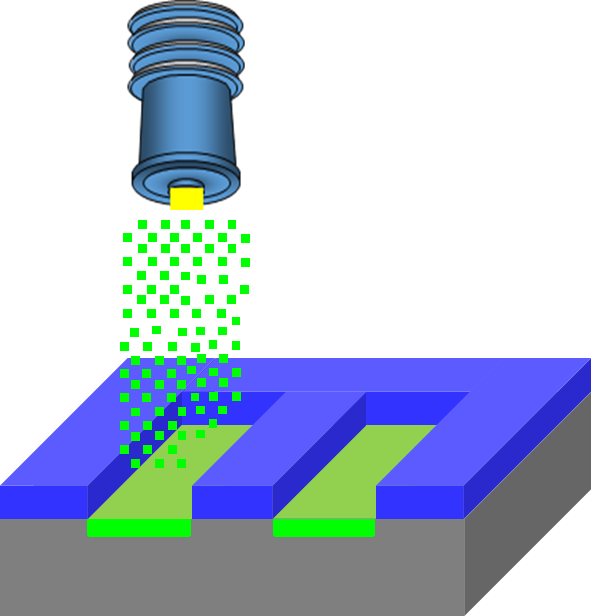
Каб дасягнуць раўнамернай канцэнтрацыі допінгу ў зоне іоннай імплантацыі, інжынеры звычайна выкарыстоўваюць шматэтапную іонную імплантацыю для рэгулявання агульнага размеркавання канцэнтрацыі ў вобласці імплантацыі (як паказана на малюнку 3); у рэальным працэсе вытворчасці шляхам рэгулявання энергіі імплантацыі і дозы імплантацыі іённага імплантатара можна кантраляваць канцэнтрацыю легіравання і глыбіню легіравання вобласці іоннай імплантацыі, як паказана на малюнку 4. (a) і (b); іённы імплантатар выконвае раўнамерную іённую імплантацыю на паверхню пласціны шляхам сканавання паверхні пласціны некалькі разоў падчас працы, як паказана на малюнку 4. (c).
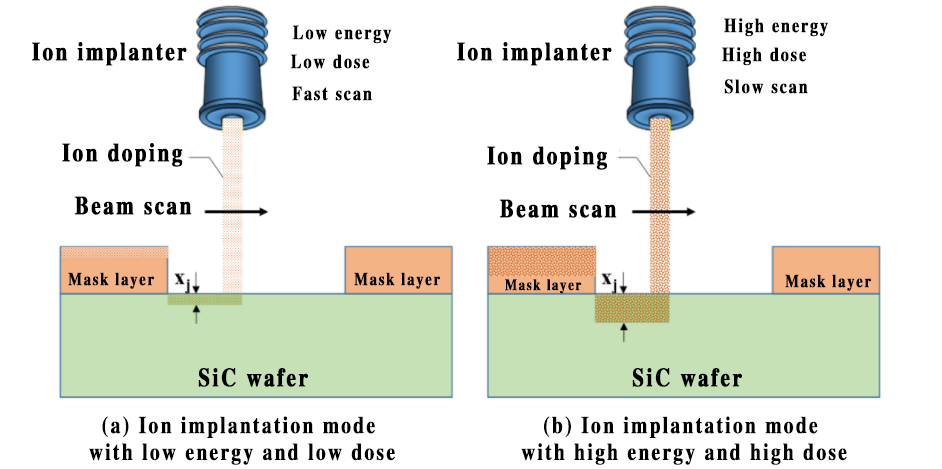
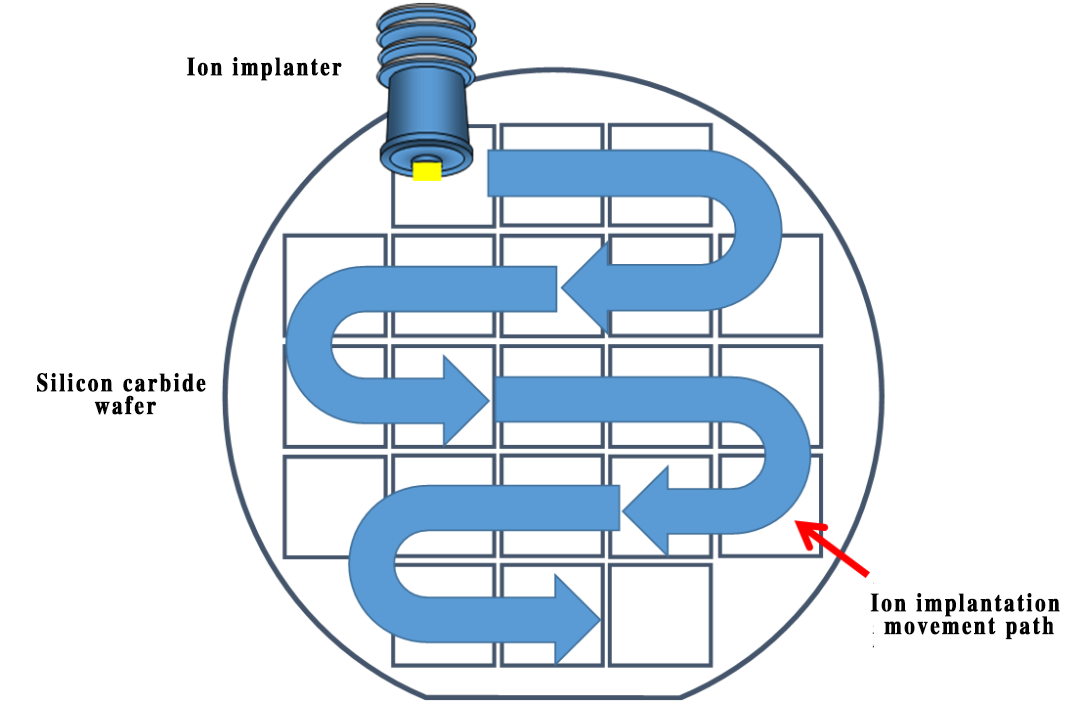
(С) Траекторыя руху іённага імплантатара падчас іённай імплантацыі
Малюнак 4 У працэсе іённай імплантацыі канцэнтрацыя і глыбіня прымешак кантралююцца шляхам рэгулявання энергіі і дозы іённай імплантацыі
III
Працэс актывацыйнага адпалу для імплантацыі іёнаў карбіду крэмнія
Канцэнтрацыя, плошча размеркавання, хуткасць актывацыі, дэфекты ў корпусе і на паверхні іённай імплантацыі з'яўляюцца асноўнымі параметрамі працэсу іоннай імплантацыі. Ёсць шмат фактараў, якія ўплываюць на вынікі гэтых параметраў, у тым ліку доза імплантацыі, энергія, арыентацыя крышталя матэрыялу, тэмпература імплантацыі, тэмпература адпалу, час адпалу, навакольнае асяроддзе і г. д. У адрозненне ад імплантацыйнага легіравання іёнамі крэмнію, усё яшчэ цяжка цалкам іянізаваць прымешкі карбіду крэмнію пасля легіравання іённай імплантацыі. Прымаючы ў якасці прыкладу хуткасць іянізацыі акцэптара алюмінія ў нейтральнай вобласці 4H-SiC, пры канцэнтрацыі легіравання 1×1017 см-3 хуткасць іянізацыі акцэптара складае толькі каля 15 % пры пакаёвай тэмпературы (звычайна хуткасць іянізацыі крэмнія складае прыблізна 100%). Для дасягнення высокай хуткасці актывацыі і меншай колькасці дэфектаў пасля іённай імплантацыі будзе выкарыстоўвацца працэс высокатэмпературнага адпалу для перакрышталізацыі аморфных дэфектаў, якія ўтвараюцца падчас імплантацыі, каб імплантаваныя атамы траплялі ў месца замяшчэння і актываваліся, як паказана на малюнку 5. У цяперашні час разуменне людзьмі механізму працэсу адпалу ўсё яшчэ абмежавана. Кантроль і глыбокае разуменне працэсу адпалу з'яўляецца адным з напрамкаў даследаванняў іённай імплантацыі ў будучыні.
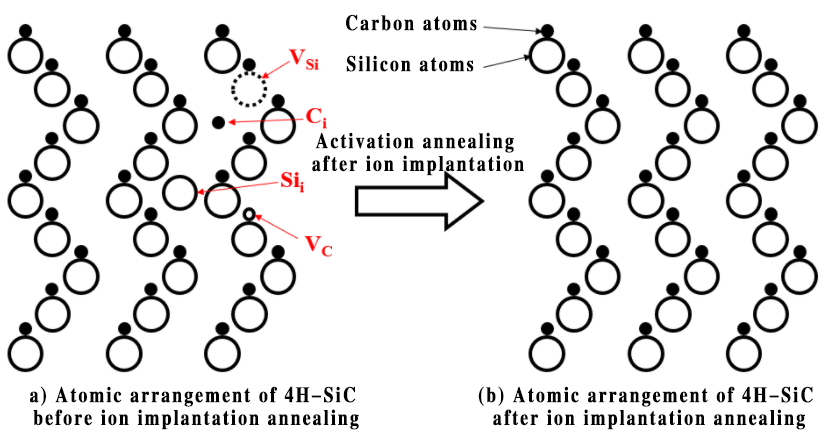
Малюнак 5. Схематычная дыяграма змены размяшчэння атамаў на паверхні зоны імплантацыі іёнаў карбіду крэмнію да і пасля адпалу іённай імплантацыі, дзе Vsiуяўляе крэмніевыя вакансіі, VCуяўляе сабой вакансіі вугляроду, Ciуяўляе сабой атамы вугляроду, а Siiуяўляе сабой атамы напаўнення крэмніем
Іённа-актывацыйны адпал звычайна ўключае адпал у печы, хуткі адпал і лазерны адпал. З-за сублімацыі атамаў Si у матэрыялах SiC тэмпература адпалу звычайна не перавышае 1800 ℃; атмасфера адпалу звычайна праводзіцца ў інэртным газе або вакууме. Розныя іёны выклікаюць розныя цэнтры дэфектаў у SiC і патрабуюць розных тэмператур адпалу. З большасці эксперыментальных вынікаў можна зрабіць выснову, што чым вышэй тэмпература адпалу, тым вышэй хуткасць актывацыі (як паказана на малюнку 6).
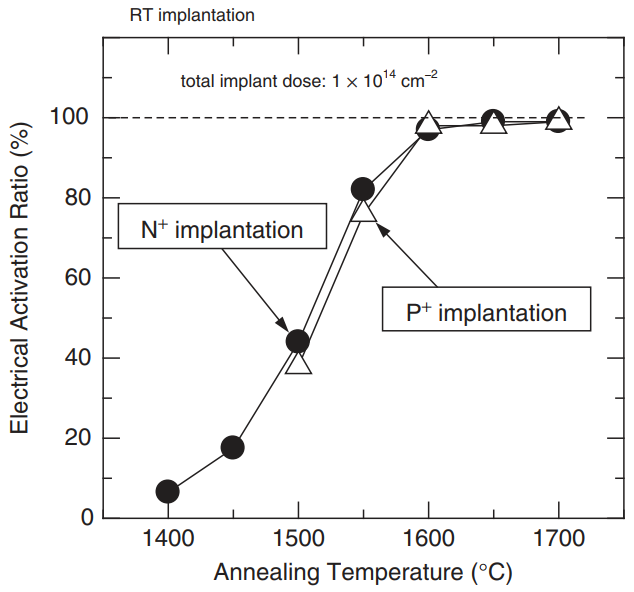
Малюнак 6. Уплыў тэмпературы адпалу на хуткасць электрычнай актывацыі імплантацыі азоту або фосфару ў SiC (пры пакаёвай тэмпературы)
(Агульная доза імплантацыі 1 × 1014 см-2)
(Крыніца: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
Звычайна выкарыстоўваны працэс актывацыйнага адпалу пасля імплантацыі іёнаў SiC праводзіцца ў атмасферы Ar пры тэмпературы 1600 ℃ ~ 1700 ℃ для рэкрышталізацыі паверхні SiC і актывацыі легіруючай дабаўкі, тым самым паляпшаючы праводнасць легіраванай вобласці; перад адпалам на паверхню пласціны можна нанесці пласт вугляроднай плёнкі для абароны паверхні, каб паменшыць дэградацыю паверхні, выкліканую дэсорбцыяй Si і міграцыяй атамаў на паверхні, як паказана на малюнку 7; пасля адпалу вугляродная плёнка можа быць выдалена шляхам акіслення або карозіі.
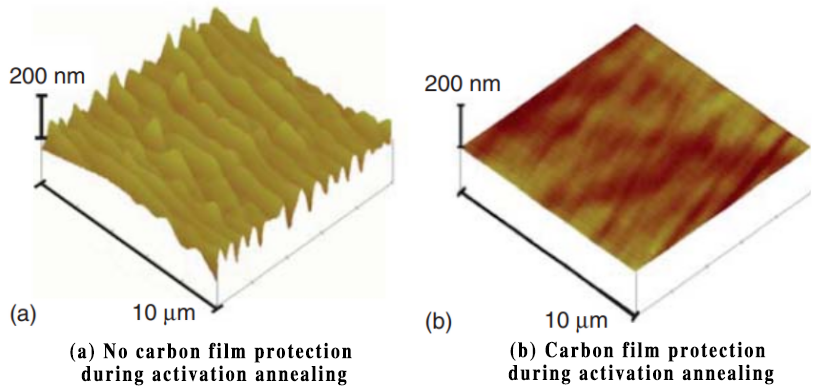
Малюнак 7. Параўнанне шурпатасці паверхні пласцін 4H-SiC з або без абароны ад вугляроднай плёнкі пры тэмпературы адпалу 1800 ℃
(Крыніца: Kimoto, Cooper, Fundamentals of Silicon Carbide Technology: Growth, Characterization, Devices, and Applications)
IV
Уплыў імплантацыі іёнаў SiC і працэсу актывацыйнага адпалу
Іонная імплантацыя і наступны актывацыйны адпал непазбежна прывядуць да ўзнікнення дэфектаў, якія зніжаюць прадукцыйнасць прылады: комплексныя кропкавыя дэфекты, памылкі кладкі (як паказана на малюнку 8), новыя дыслакацыі, неглыбокія або глыбокія дэфекты ўзроўню энергіі, завесы дыслакацыі ў базальнай плоскасці і рух існуючых дыслакацый. Паколькі працэс высокаэнергетычнай іённай бамбардзіроўкі прывядзе да нагрузкі на SiC-пласціну, працэс імплантацыі іёнаў пры высокай тэмпературы і энергіі павялічыць дэфармацыю пласціны. Гэтыя праблемы таксама сталі напрамкам, які неабходна тэрмінова аптымізаваць і вывучыць у працэсе вытворчасці іённай імплантацыі і адпалу SiC.
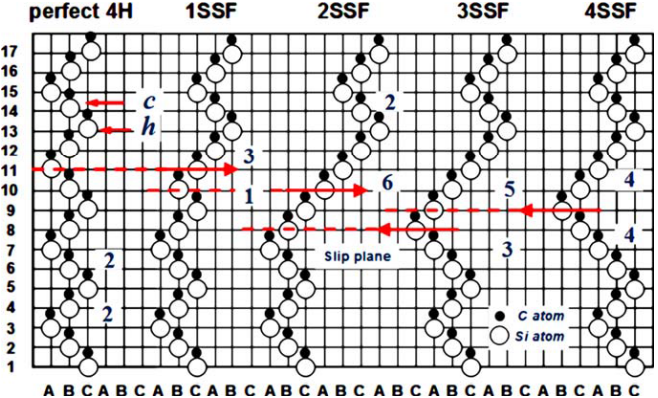
Малюнак 8. Прынцыповая дыяграма параўнання паміж звычайным размяшчэннем рашоткі 4H-SiC і рознымі дэфектамі кладкі
(Крыніца: Дэфекты 4H-SiC Nicolὸ Piluso)
V.
Удасканаленне працэсу імплантацыі іёнаў карбіду крэмнію
(1) Тонкая аксідная плёнка захоўваецца на паверхні вобласці іоннай імплантацыі, каб паменшыць ступень імплантацыйнага пашкоджання, выкліканага імплантацыяй высокаэнергетычных іёнаў на паверхню эпітаксіяльнага пласта карбіду крэмнію, як паказана на малюнку 9. (a) .
(2) Палепшыце якасць мэтавага дыска ў абсталяванні для іоннай імплантацыі, каб пласціна і мэтавы дыск падыходзілі больш блізка, цеплаправоднасць мэтавага дыска да пласціны была лепшай, і абсталяванне награвала заднюю частку пласціны. больш раўнамерна, паляпшаючы якасць высокатэмпературнай і высокаэнергетычнай імплантацыі іёнаў на пласціны з карбіду крэмнію, як паказана на малюнку 9. (b).
(3) Аптымізацыя хуткасці павышэння тэмпературы і аднастайнасці тэмпературы падчас працы абсталявання для высокатэмпературнага адпалу.
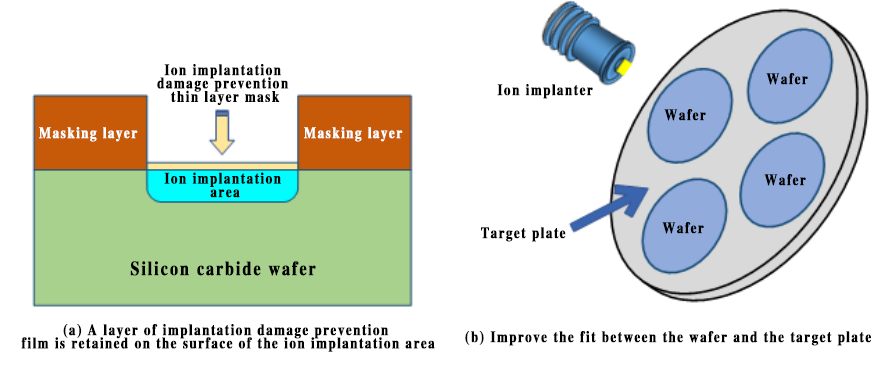
Малюнак 9 Метады паляпшэння працэсу іённай імплантацыі
Час публікацыі: 22 кастрычніка 2024 г