Пракатка адносіцца да працэсу шліфавання вонкавага дыяметра крэмніевага монакрысталічнага стрыжня ў монакрышталічны стрыжань неабходнага дыяметра з дапамогай алмазнага шліфавальнага круга і шліфоўкі плоскай кантавой эталоннай паверхні або пазіцыйнай канаўкі монакрысталічнага стрыжня.
Паверхня вонкавага дыяметра монакрышталічнага стрыжня, падрыхтаванага ў печы для монакрышталя, не з'яўляецца гладкай і плоскай, і яе дыяметр большы за дыяметр крэмніевай пласціны, якая выкарыстоўваецца ў канчатковым выніку. Неабходны дыяметр прутка можна атрымаць шляхам пракаткі вонкавага дыяметра.

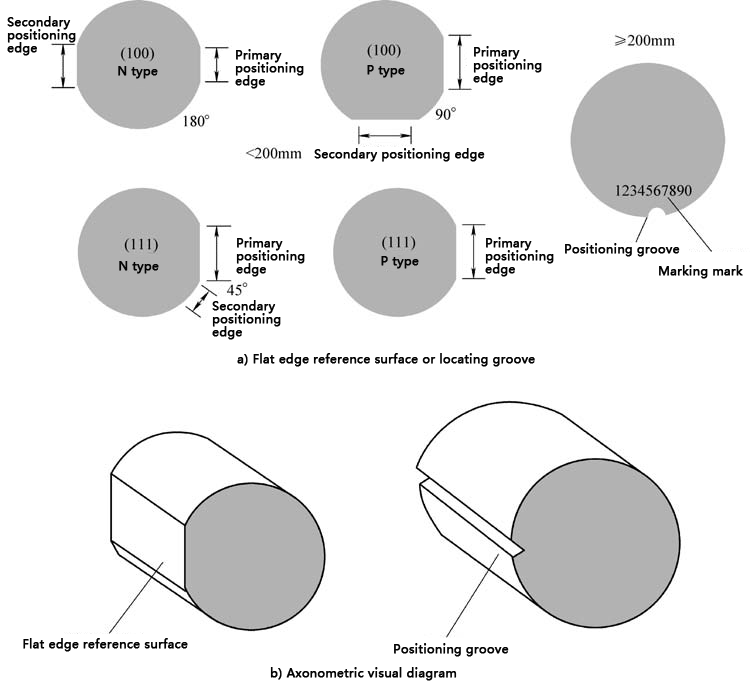
Пракатны стан выконвае функцыю шліфоўкі плоскай кантавой эталоннай паверхні або канаўкі пазіцыянавання крэмніевага монакрышталічнага стрыжня, гэта значыць для выканання накіраванага тэставання монакрысталічнага стрыжня неабходнага дыяметра. На тым жа абсталяванні пракатнага стана шліфуецца эталонная паверхня плоскага краю або пазіцыйная канаўка монакрысталічнага стрыжня. Як правіла, для монакрышталічных стрыжняў з дыяметрам менш за 200 мм выкарыстоўваюцца эталонныя паверхні з плоскімі краямі, а для монакрышталічных стрыжняў з дыяметрам 200 мм і больш выкарыстоўваюцца пазіцыянуючыя канаўкі. Монакрышталічныя стрыжні дыяметрам 200 мм таксама могуць быць зроблены з плоскімі кантамі эталонных паверхняў, калі гэта неабходна. Прызначэнне эталоннай паверхні арыентацыі монакрысталічнага стрыжня - задаволіць патрэбы аўтаматызаванага пазіцыянавання тэхналагічнага абсталявання ў вытворчасці інтэгральных схем; для ўказання арыентацыі крышталя і тыпу праводнасці крамянёвай пласціны і г.д., каб палегчыць кіраванне вытворчасцю; галоўны пазіцыянуючы край або пазіцыянуючы канаўка перпендыкулярны кірунку <110>. У працэсе ўпакоўкі чыпаў працэс нарэзкі кубікамі можа выклікаць натуральнае расшчапленне пласціны, а пазіцыянаванне таксама можа прадухіліць адукацыю фрагментаў.
Асноўныя мэты працэсу акруглення ўключаюць: Паляпшэнне якасці паверхні: акругленне можа выдаліць задзірыны і няроўнасці на паверхні крамянёвых пласцін і палепшыць гладкасць паверхні крамянёвых пласцін, што вельмі важна для наступных працэсаў фоталітаграфіі і тручэння. Зніжэнне стрэсу: падчас рэзкі і апрацоўкі крамянёвых пласцін можа ўзнікнуць стрэс. Акругленне можа дапамагчы зняць гэтыя напружання і прадухіліць паломку крамянёвых пласцін у наступных працэсах. Павышэнне механічнай трываласці крамянёвых пласцін: у працэсе акруглення краю крамянёвых пласцін становяцца больш гладкімі, што дапамагае палепшыць механічную трываласць крамянёвых пласцін і паменшыць пашкоджанні падчас транспарціроўкі і выкарыстання. Забеспячэнне дакладнасці памераў: шляхам акруглення можна забяспечыць дакладнасць памераў крамянёвых пласцін, што вельмі важна для вытворчасці паўправадніковых прыбораў. Паляпшэнне электрычных уласцівасцей крамянёвых пласцін: апрацоўка краю крамянёвых пласцін аказвае важны ўплыў на іх электрычныя ўласцівасці. Акругленне можа палепшыць электрычныя ўласцівасці крамянёвых пласцін, напрыклад паменшыць ток уцечкі. Эстэтыка: краю крамянёвых пласцін становяцца больш гладкімі і прыгожымі пасля закруглення, што таксама неабходна для пэўных сцэнарыяў прымянення.
Час публікацыі: 30 ліпеня 2024 г